How and why the trochoidal milling method is used?
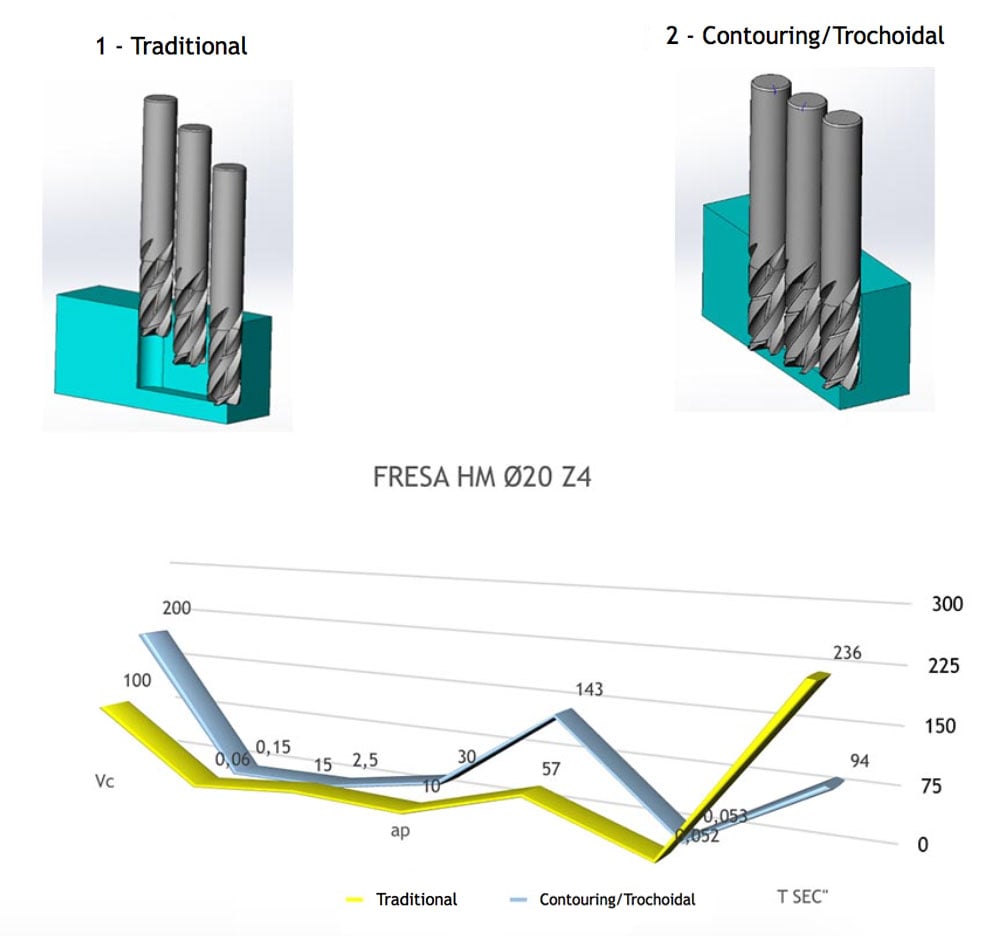
The trochoidal milling is a processing method that is used by using a radial engagement of the cutter "ae/D" 0.2 which, combined with a higher cutting speed Vc and a higher cutting depth ap up to 5 times the diameter, increases the machining productivity with guarantees of quality and consistent tool wear.
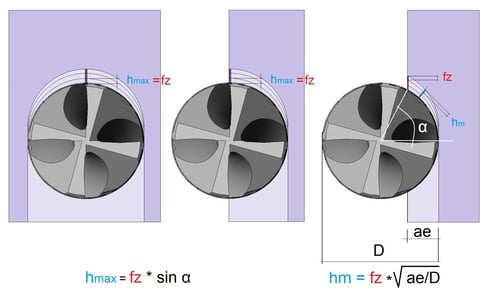
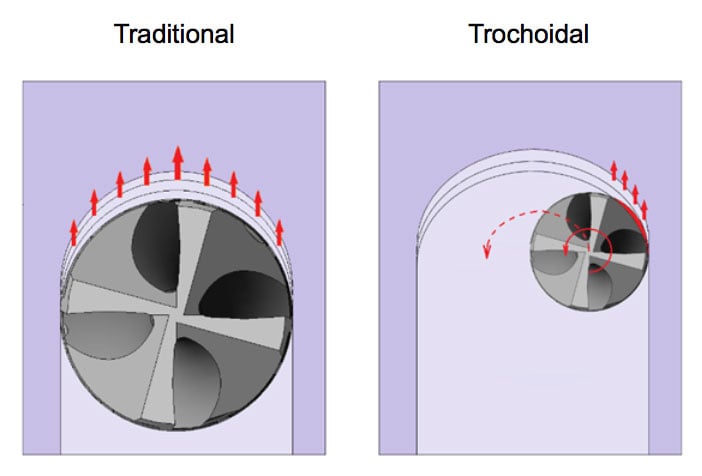
As represented by the image in figure 1, the thickness of the chip "hmax" is equal to the cutting edge feed fz, until the ratio between radial engagement "ae" and the diameter of the cutter falls below 50% (angle α below 90°).
Figure 1
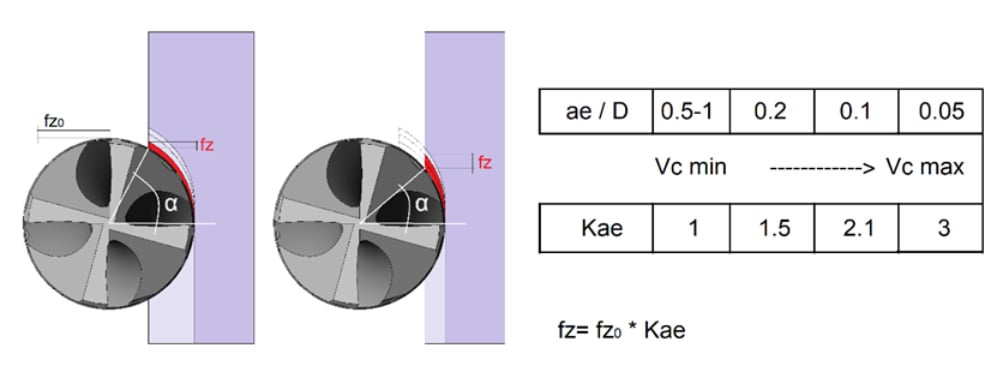
The short contact time of the cutting edge with the material to remove, greatly reduce the heat produced and the shear forces (figure 2), this allows to increase the cutting speed and the feed to the cutting edge "fz0" that multiplied by the correction factor Kae as suggested by figure 3 increases the chip volume removed.
Figure 2
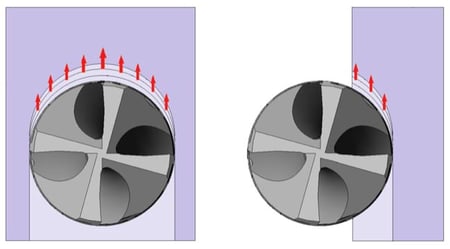
Figure 3
In conclusion, the advantages of trocoidal milling are many
- Particularly suitable for hard metals and super-alloys
- Generates a reduced radial cutting force that requires less stability and allows a high cutting depth ap
- Requires only one tooth at a time, minimizing the tendency of vibration
- Reduces heat in the cutting area due to the short contact time, allowing to use higher cutting speeds
- Generates small-thickness chips, hm, with high fz feed
- Relatively small tools can be used compared to the size of the pockets to work with a consequent reduction in tool costs.
- Greater versatility as the same tool can work pockets of different sizes.
- Faster feed speed and cutting speed compared to the normal contouring applications.
Here is the example of contouring machining with HM Ø20 cutter for a length of 500mm.