News
Grooving cutters
Which grooving cutters does SAU offer? What are their characteristics and the advantages of using them? Read more about them below.
Discover more about the features of this cutting methodology, read our blog article about high feed milling.
High feed milling is the result of the development and extreme machining of face milling.
If previously, with traditional milling, cuts with high depths were made using very powerful machines, today it is possible to increase the chip volume with the use of less power.
The speed of the production process can increase up to 5 times more than the past.
If you want to discover more about the features of this cutting methodology, read our blog article about high feed milling.
The chip thickness decreases a lot compared to traditional milling, facilitating the evacuation of the chip from the cavities.
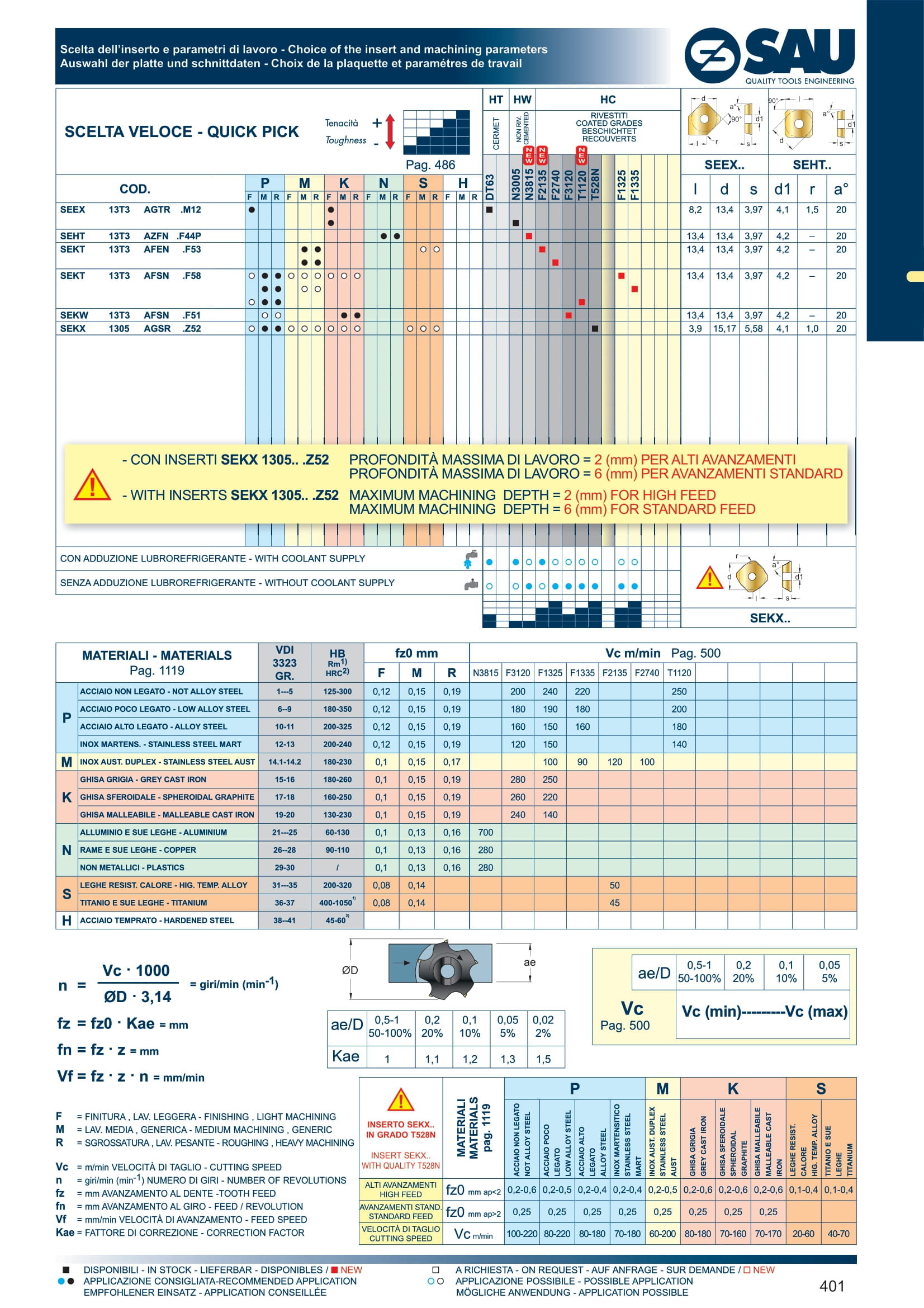
A type of milling cutters that can take advantage of this technique of material removal are the SAU cutters at 45 degrees indicated below, where using the SEKX 13T3 insert at a maximum "ap" depth of 2mm you can have a feed up to 0.6mm at the cutting edge.
In order to avoid productivity losses, it is always necessary to identify the shape of the ideal insert in relation to the profile to carry out in the machining.
Do not hesitate to call for free advice from a SAU technician.
Which grooving cutters does SAU offer? What are their characteristics and the advantages of using them? Read more about them below.
In the article you can read the advantages about shrink fitting. Check the detailed list. Read more on the Blog.
Discover the features and benefits of SAU’s synchronized tapping to increase tool life.