News
What is synchronized tapping?
Discover the features and benefits of SAU’s synchronized tapping to increase tool life.
The choice of the ideal insert for the turning processing passes through the evaluation of some primary and other secondary parameters that are also important.
The choice of the ideal insert for the turning processing is the first step towards optimising the production process, this passes through the evaluation of some primary and other secondary parameters that are also important.
These parameters should be evaluated with the material that you have to work, the rigidity of machining.
1 - Machining profile and attachment angle
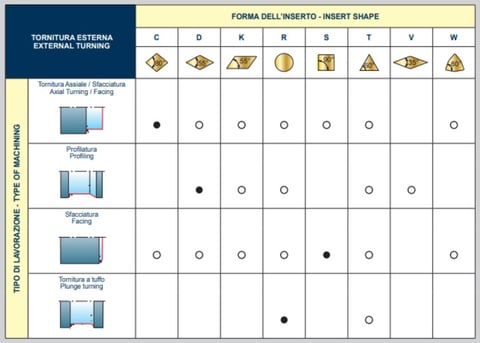
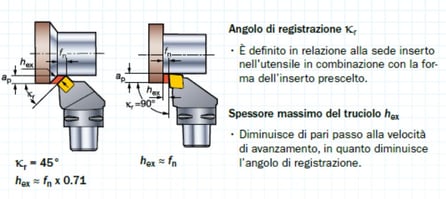
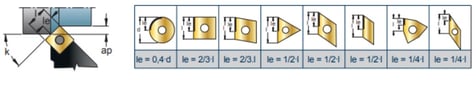
The figure in Tab.1 below identifies the ideal insert shape according to the profile that have to be executed, combined with Tab.2 which identifies the attachment angle or recording that affect the chip formation.
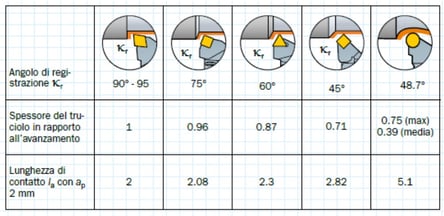
Chip thickness is directly proportional to the angle of attachment, if the angle of attachment increases consequently the thickness increases but the width decreases, this cutting condition also affects the direction of the chip output.
Tab.1
Tab.2
2 - Insert geometry
The insert geometry must be chosen according to the machining required
ROUGHING:
MEDIUM-FINISHING:
FINISHING:
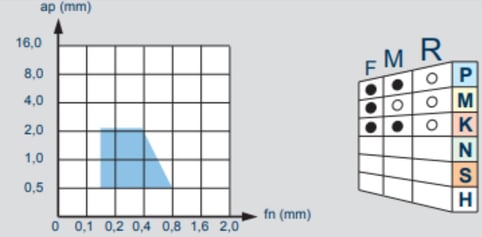
For an optimal chip control, the insert’s field of application must be within the graphs in the catalogue, see example Tab 3.
Tab.3
3 - Size of the insert
The type of machining also affects the size of the insert, this must be chosen according to the depth of "ap" pass and the type of insert used.
In Tab.4 there is the guideline for a correct robustness proportion of the cutting edge and an insert economy.
Tab.4
4 - Corner radius insert
Another important factor to evaluate which is often underestimated is the corner radius of the cutting edge, for a correct application this should generally not be less than 2/3 of the "ap" cutting depth. In addition, factors such as surface finish, chip formation and cutting edge strength are linked to the insert radius.
Generally the small radius has a weak cutting edge and is used for finishing operations with low cutting depth, where there are vibration problems and a better chip control. On the contrary, the large radius is a symbol of the sharpness of the cutting edge, great cutting depths and high feeds, this causes increased cutting forces and therefore risk of vibration.
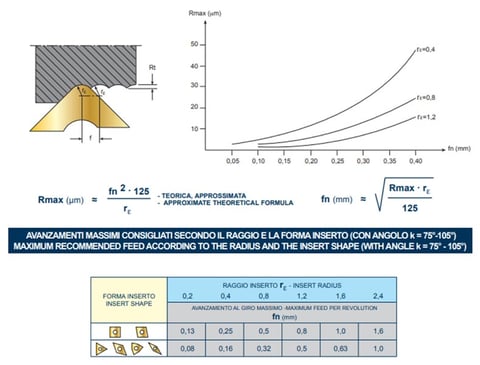
In Tab.5 there is an extract of the SAU catalog where the maximum feeds recommended are indicated according to the insert radius and theoretically approximate (but sufficiently reliable) the roughness that is obtained in relation between radius insert "rɛ" and feed "fn".
Tab.5
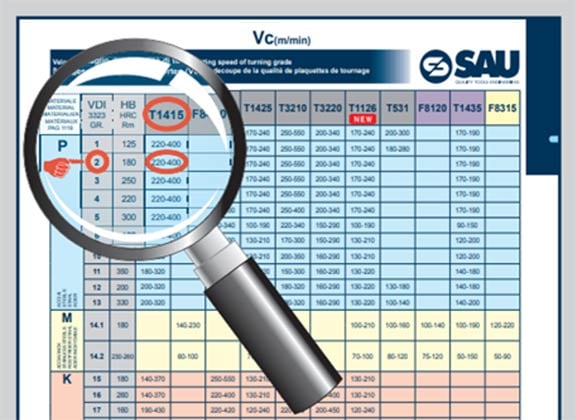
5 - Substrate quality and coating
Other factors that determine the insert choice to be used for machining are
Substrate or hard metal base, coating with PVD or CVD technologies and cutting edge geometry, create the ideal combinations for the processes required.
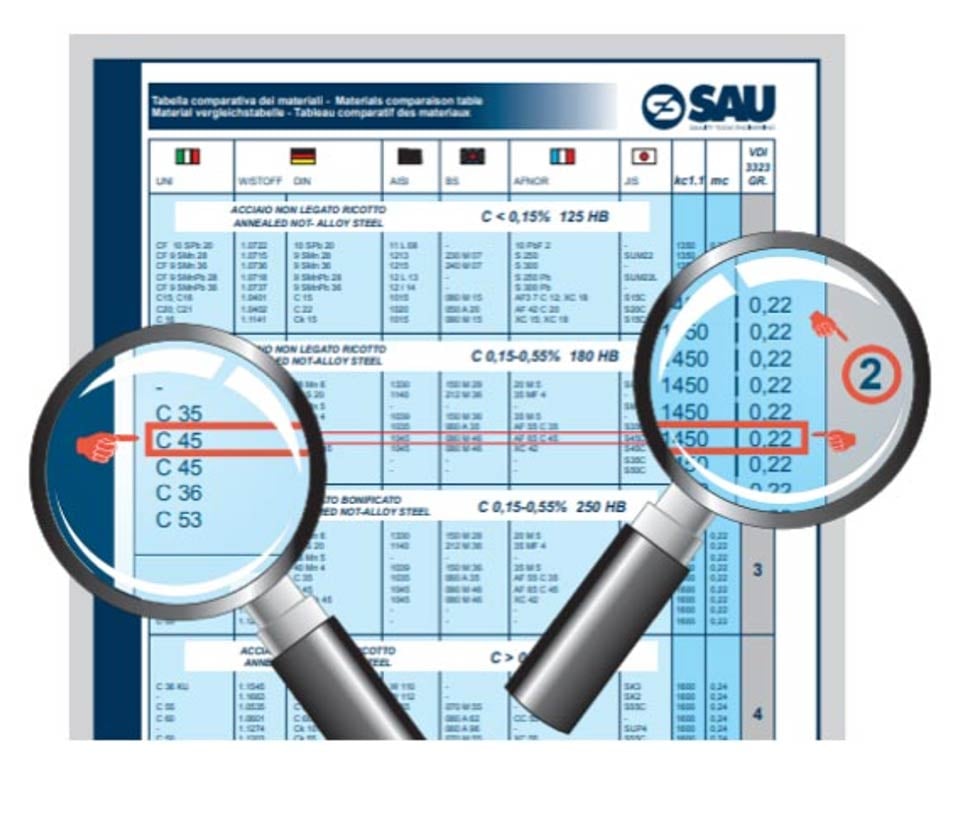
In Tab. 6,7,8,9 there is the correct sequence to identify the insert and the application parameters.
Tab.6
Tab.7

Tab.8
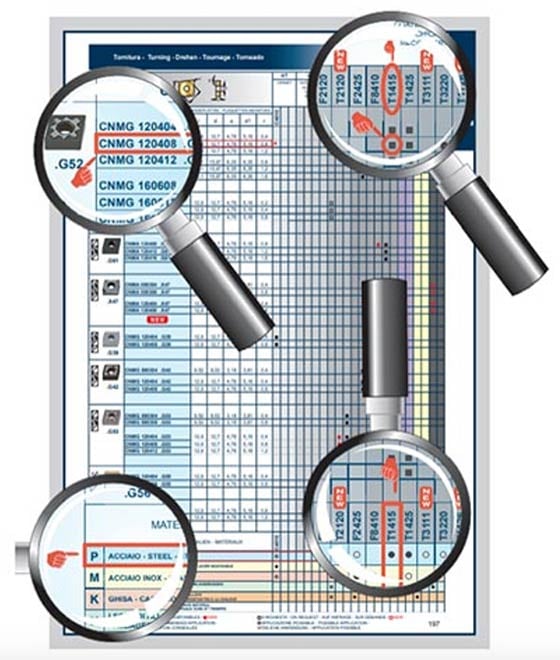
Tab.9
Discover the features and benefits of SAU’s synchronized tapping to increase tool life.
Discover more about the features of this cutting methodology, read our blog article about high feed milling.
Thanks to the SAU Special Tools, it is possible to carry out several operations on the same piece, without remaking the placement in the machine....