La FRESATURA AD ALTI AVANZAMENTI (HFM - High Feed Milling o FF - Fast Feed) è una tipologia di fresatura estremizzata, che consente di aumentare notevolmente la velocità di lavorazione dei materiali nei processi produttivi.
Come abbiamo accennato negli articoli dedicati alla TORNITURA e nella FRESATURA TROCOIDALE, grazie a queste particolari metodologie di taglio, è possibile ridurre di gran lunga la tempistica delle lavorazioni meccaniche, permettendo di produrre più pezzi finiti in minor tempo.
Un notevole vantaggio per la produttività aziendale!
Perché è possibile incrementare i cicli produttivi quando si utilizza la fresatura ad alti avanzamenti?
In questa tipologia di lavorazione (HFM o FF) lo spessore del truciolo è direttamente proporzionale all’angolo di attacco. Se diminuisce quindi l’angolo di attacco, diminuisce di conseguenza lo spessore del truciolo e la sua larghezza aumenta.
Questa condizione di taglio influisce anche sulla direzione del truciolo in uscita.
Grazie a questa estremizzazione della lavorazione meccanica, è possibile quindi incrementare notevolmente i processi produttivi e di conseguenza la finitura e la superfinitura di un maggior numero di componenti.
Come influisce l’angolo di registrazione nella fresatura ad alti avanzamenti: la pressione sull'inserto e sulla fresa
Come abbiamo detto, nella FRESATURA AD ALTI AVANZAMENTI l’angolo di registrazione è determinante rispetto allo spessore del truciolo.
La pressione assiale e radiale è da preferire a quella perpendicolare. Si evita uno stress eccessivo agli inserti e quindi alla fresa, escludendo rotture degli stessi.
Un angolo di attacco compreso tra 10° e 15° sarà la scelta migliore per una lavorazione ad alto avanzamento.
Questo metodo infatti combina la bassa profondità di taglio al maggior avanzamento, fino a 2.0 mm/dente, consentendo un maggior aumento della produttività.
Per approfondire i vantaggi della fresatura ad alti avanzamenti leggi l’articolo che abbiamo scritto per te.
Ti proponiamo alcune grafiche che potranno aiutarti a comprendere meglio come ottenere migliori risultati da questa lavorazione:
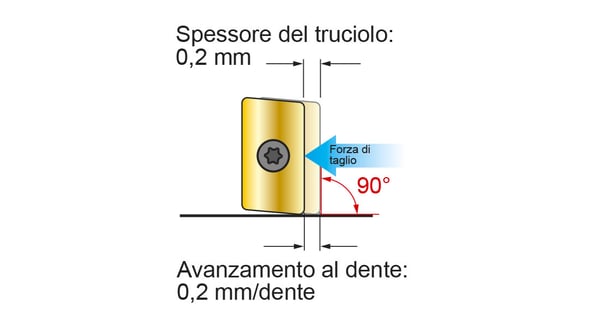
FIGURA 1
Nella FIGURA 1 si può notare come una fresa con angolo di attacco di 90° non ha alcun beneficio di assottigliamento del truciolo, in quanto 0.2 mm di avanzamento/dente producono altrettanti 0.2 mm di spessore truciolo.
Questo tipo di lavorazione produce una forza di taglio che agisce perpendicolarmente rispetto all’asse mandrino, esercitando una forte pressione laterale sulla fresa e di conseguenza sull’inserto.
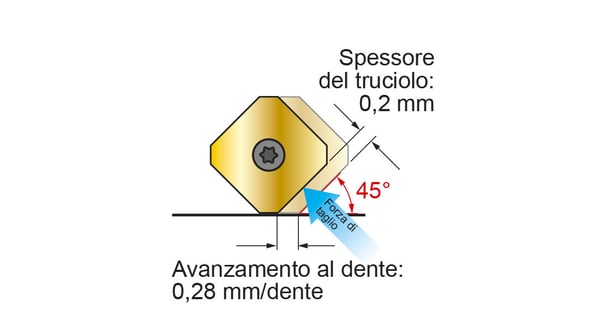
FIGURA 2
Nella FIGURA 2 si nota come una fresa con angolo di attacco di 45° e un avanzamento di 0.28 mm, genera uno spessore del truciolo di 0.2 mm che permette di aumentare l'avanzamento, portando ad una riduzione del tempo ciclo.
La forza di taglio agisce contro il mandrino con un angolo di 45° distribuendo lo stress meccanico radialmente e assialmente.
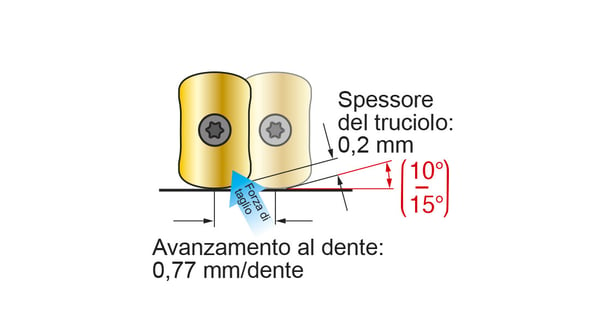
FIGURA 3
La FIGURA 3 mostra l'effetto di assottigliamento del truciolo nel quale un avanzamento di 0.77 mm/dente genera uno spessore del truciolo di soli 0.2mm, riducendo di norma il tempo ciclo, almeno del 50%.
In questo caso la forza di taglio viene principalmente orientata lungo l’asse del mandrino, per via dell'angolo di lavoro attacco acuto, esercitando una pressione sulla fresa/inserto inferiore con un minor sforzo di taglio.
Consigli sulla lavorazione e sulla scelta dell'inserto per la fresatura ad alti avanzamenti
Al fine di evitare perdite di produttività bisogna sempre identificare la forma dell’inserto ideale in relazione al profilo da eseguire nella lavorazione.
Contatta un tecnico SAU per non perdere tempo nella scelta dell’utensile adatto alla fresatura ad alti avanzamenti.