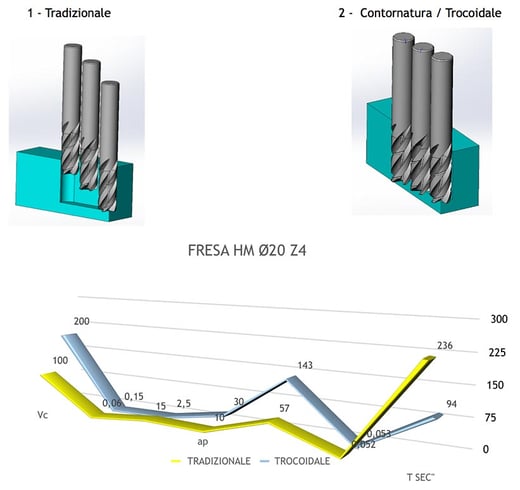
La fresatura trocoidale è un metodo di lavorazione che viene utilizzato sfruttando un impegno radiale della fresa “ae/D” ≤ 0.2, che abbinata ad una velocità di taglio Vc più elevata e ad una profondità di taglio ap maggiore fino a 5 volte il diametro, aumenta la produttività della lavorazione con garanzie di qualità e costanza di usura dell’utensile.
Come rappresentato nell'immagine di figura 1, lo spessore del truciolo “hmax” è uguale all’avanzamento tagliente fz, fino a che il rapporto tra impegno radiale “ae” e il diametro della fresa non scende sotto il 50% (angolo α inferiore a 90°).
Figura 1
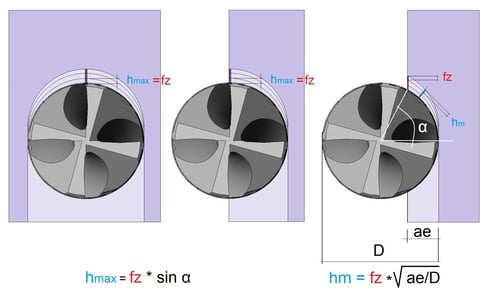
Figura 2
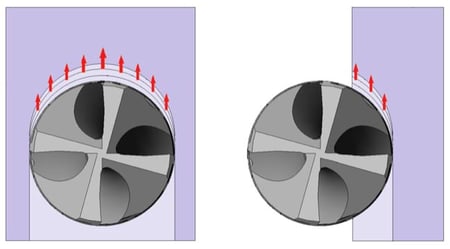
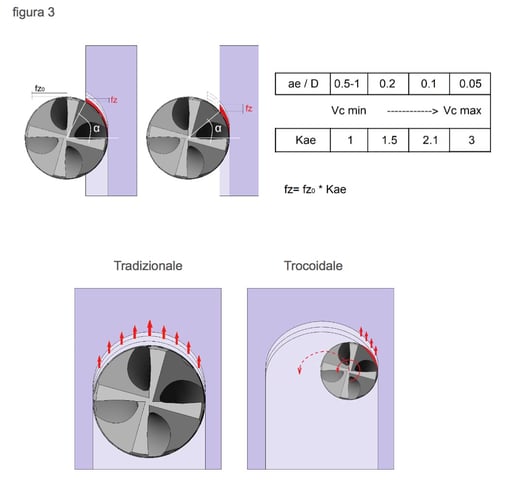
Il breve tempo di contatto del tagliente con il materiale da asportare, ha l’effetto di ridurre notevolmente il calore prodotto e le forze di taglio (figura 2). Questo consente di aumentare la velocità di taglio e l’avanzamento al tagliente “fz0”, che moltiplicato per il fattore di correzione Kae, come suggerito dalla figura 3, aumenta il volume di truciolo asportato.
In conclusione, i vantaggi della fresatura trocoidale sono molteplici:
- è particolarmente adatta per materiale duri e superleghe;
- genera una ridotta forza di taglio radiale che richiede meno stabilità e consente un'elevata profondità di taglio ap;
- comporta un solo dente in presa per volta, riducendo al minimo la tendenza alle vibrazioni;
- riduce il calore nell'area di taglio, grazie al breve tempo di contatto, consentendo così di usare velocità di taglio maggiori;
- genera trucioli dallo spessore contenuto (hm), con un elevato avanzamento fz;
- si possono utilizzare utensili di dimensioni relativamente piccole rispetto alle dimensioni delle tasche da lavorare, con conseguente riduzione di costi utensile;
- ha maggiore versatilità, in quanto lo stesso utensile può lavorare tasche di dimensioni diverse;
- ha maggiore velocità di avanzamento e velocità di taglio, rispetto alle applicazioni di contornatura normali.
Di seguito è riportato un esempio di lavorazione di contornatura con fresa HM Ø20 per una lunghezza di 500mm.